Refrigeración en la producción de aceite de oliva
Las bajas expectativas de cosecha para la próxima campaña, y la tendencia por llevar a cabo una cosecha temprana para la obtención aceite, aumenta el interés por las nuevas técnicas de recolección, conservación y extracción para la producción de un aceite de mayor calidad. Esta situación conlleva a la refrigeración en la producción de aceite a asumir un papel fundamental para la obtención de una mayor calidad del producto.
Antecedentes
El mayor grado de deterioro de la aceituna tiene lugar entre la cosecha del fruto y su procesamiento.
Las técnicas tradicionales de recolección permitían una llegada escalonada del fruto a la almazara, no requiriendo de un tiempo de espera a ser procesada. La técnica de “vareo” y arrastre de mallas da lugar a la rotura y magulladura del fruto, siendo los focos iniciales en la propagación de podredumbre durante su almacenamiento.
Actualmente la industria almazarera no puede procesar de inmediato todo el producto, amontonando el fruto en pilas denominadas “trojes” o en tolvas. Dando lugar a un apelmazamiento que provoca la destrucción física de las aceitunas de la zona inferior, liberando un material orgánico que constituye un excelente caldo de cultivo para la proliferación de microorganismos. Además, la respiración del fruto provoca un aumento de la temperatura, acelerando todo el proceso de degradación, no siendo de extrañar que el aceite obtenido a partir de estos frutos no sea apto para el consumo sin una refinación previa. Como destaca la Universidad de Sevilla (CSIC) donde: “Cerca del 80% de los aceites producidos en la región mediterránea presentan características defectuosas que los hacen inadecuados para el consumo en la forma en que se obtienen, si no se someten previamente al proceso de refinación” (Khaled Yousfi, 2008).
Atendiendo a la obtención de un aceite de alta calidad, el método idóneo será aquel que permita conservar en mayor medida la integridad del fruto. Es por ello, que la refrigeración en la producción de aceite tiene puede desempeñar un papel importante en la obtención de un producto de calidad.
Actualidad
Las características que definen la calidad del aceite extraído (acidez, índice de peróxidos, absorbancia o análisis sensorial) dependen más de la calidad de la aceituna que de su grado de maduración.
Como consecuencia de los cambios climatológicos, se están provocando cambios en la fenología del olivo, dando lugar a un adelantamiento del punto óptimo de cosecha. Además, las explotaciones en superintensivo con variedades tempranas como la Arbequina y el creciente interés en el mercado “gourmet” requiere de cosechas tempranas para la obtención del aceite “verde” o premium tan respaldado por los concursos internacionales, teniendo más que ver este apellido “verde” con su frutado y sabor más intenso y aromático, que con la presencia de clorofilas que aportan dicho color.
Todo ello ligado a las altas temperaturas que pueden presentarse al empezar la campaña de recolección de estas variedades, temperaturas diurnas superiores a 30 ºC. Que se ven incrementadas durante su transporte por encontrarse el fruto respirando y desprendiendo calor. Además, el apelmazamiento da lugar a condiciones de hipoxia (ausencia de oxígeno) que inducen a una respiración anaeróbica, provocando fermentaciones indeseadas que desarrollan compuestos oxidados, confiriendo al aceite extraído defectos sensoriales detectables y que pueden reaccionar con los ácidos grasos libres, dando lugar a altos niveles de ésteres alquílicos.
Además, el aumento de la tecnificación mediante el empleo de vibradoras, paraguas o cosechadoras, y actual extensión dedicada a su cultivo ha incrementado la cantidad de fruto a procesar. Los picos de recolección provocan la necesidad de un almacenamiento a su recepción, y con ello una mayor probabilidad de degradación del fruto.
Problemática
La colaboración de INTARCON con las distintas almazaras y agricultores ha permitido detectar los problemas de los clientes a lo largo de las fases de producción del aceite de oliva:
- Recolección, mediante vareo o vibradoras (con fardos o paraguas invertido) frente al empleo de cosechadoras, detectándose una diferencia considerable en la integridad del fruto.
- Almacenamiento y transporte, en contenedores de gran tamaño, sufriendo apelmazamiento, hipoxia e incremento de la temperatura del fruto, dando lugar a reacciones de deterioro y pérdida de calidad.
- Lavado, de aceitunas de suelo que da lugar a un enturbiamiento del agua de lavado, detectando menor enturbiamiento al emplear técnicas de recolección mediante paraguas o cosechadora.
- Molturación, donde la temperatura se ve incrementada 5 ºC por efecto de la fricción, siendo un punto crítico de la cadena por la pérdida de componentes volátiles ligado a las altas temperaturas.
- Termo-batido, detectándose altas temperaturas de la pasta, definiéndose el rango de temperaturas óptimo para su batido entre 25 ºC y 29 ºC para una separación óptima del aceite.
- Producto final, gran proporción de aceite con requerimientos de refinamiento para su consumo por extracción a altas temperaturas.
Soluciones de refrigeración en la producción de aceite de oliva
Desde Intarcon, gracias a la experiencia acumulada, junto a la colaboración con las distintas almazaras de la zona, e investigación y casos experimentales por parte de la comunidad científica. Se ha detectado la necesidad de un control de las temperaturas a las que se expone el producto a procesar, requiriendo de refrigeración en la producción de aceite, para el control de las altas temperaturas, con el fin de ralentizar las condiciones que degradan el producto, permitiendo la obtención de un producto de mayor calidad.
Dado que el fruto es de tipo no climatérico, la refrigeración en la producción de aceite provoca un retraso de la maduración, pero no su interrupción completa. Según conclusiones del CSIC, “Bajo estas condiciones el fruto va desecándose, inhibiéndose las actividades enzimáticas y con ello reduciéndose la intensidad de amargor, mientras que el aceite contenido en las mismas no se vería alterado, protegido por la propia estructura celular” (Khaled Yousfi, 2008).
Por ello desde Intarcon se proponen distintos puntos de actuación para el control de la temperatura, representados en la ilustración y comentados a continuación:
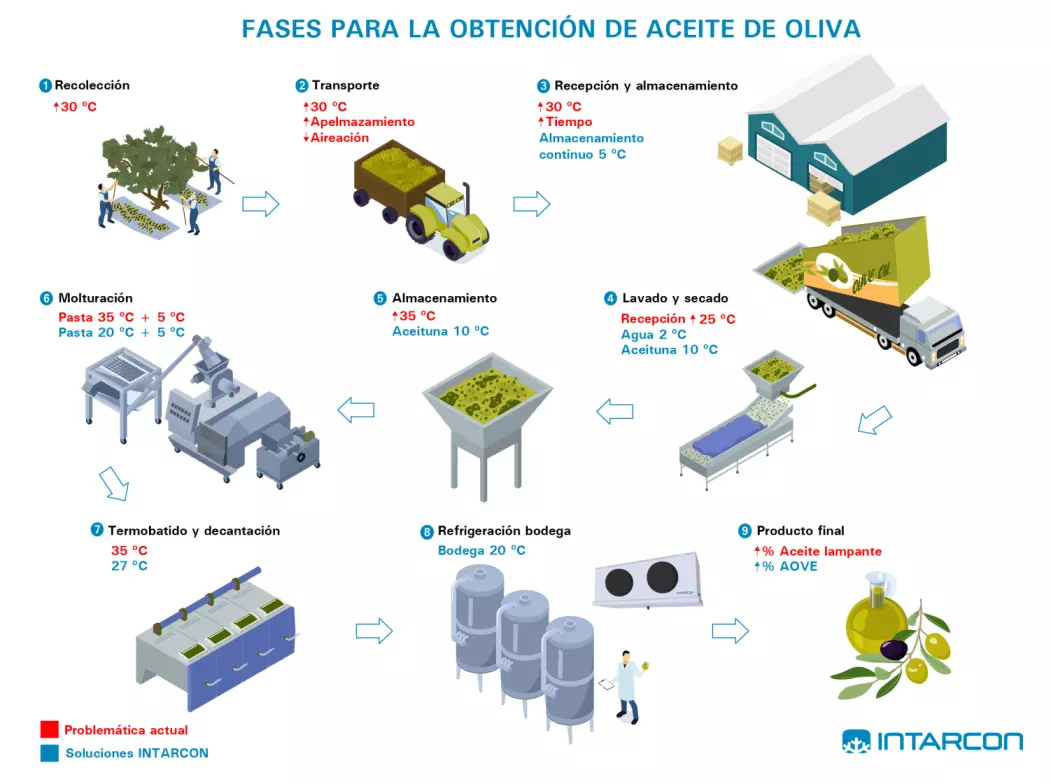
Fases y aplicaciones de la refrigeración en la producción de aceite de oliva
Almacenamiento refrigerado
La respiración del fruto y la producción de calor que lo acompaña induce un proceso acelerado autoinducido de la atmósfera interna del contenedor. Provocando un aumento de su temperatura y por consiguiente, un proceso de deterioro severo. Según estudios realizados por el departamento de Química Agrícola de la Universidad de Sevilla “Se ha demostrado la eficacia de la aplicación de un pre-enfriamiento a las aceitunas que, a continuación se guardaron a 5 ºC en contenedores de 400 Kg” (Eddy C. Plasquy, 2022).
Y análisis realizados por el Instituto de la Grasa (CSIC) de la Universidad de Sevilla, donde “La calidad de los aceites vírgenes obtenidos a partir de la aceituna conservada a 5 ºC se mantuvo durante 18 días dentro de la categoría extra en todos los parámetros analizados, incluyendo los valores de acidez” (M. Canet y J.M. García, 1999). Concluyendo que el almacenamiento refrigerado permite contrarrestar la respiración del fruto, dando lugar al retardo de la maduración durante su almacenamiento, además de un retraso en la pérdida de peso, cambios de color de la piel y ablandamiento de la fruta almacenada.
Lavado y secado
Lavado con agua fría y secado con aire refrigerado, siendo un método muy eficiente por su alta capacidad de intercambio calorífico. Finalmente, permitiendo la eliminación del exceso de calor proveniente del campo rápidamente, y respiración durante el transporte y almacenamiento.
Molturado
Refrigeración con agua de modelos con sistemas de refrigeración incluido en su diseño.
Refrigeración de la pasta
Control de temperatura a la salida de la molturadora mediante el empleo de intercambiadores de calor de doble tubo.
Termo-batido
Control de temperatura de la pasta durante el batido para permitir la extracción de la máxima calidad, con temperaturas óptimas entre 25 y 29 ºC.
Producto final
El empleo de técnicas de refrigeración que compensen la respiración del fruto dan lugar a un producto de mayor categoría sin necesidades de refinamiento.
Soluciones INTARCON
El contacto permanente y la colaboración con las almazaras ha permitido a Intarcon plantear soluciones que se adapten a las exigencias y capacidades de los clientes.
De la investigación en este ámbito, destaca la necesidad de un control de la temperatura en las etapas más tempranas del proceso. Con el fin de evitar la degradación del fruto y volatilización de compuestos volátiles, para la obtención de un producto de categoría extra.
Plantas enfriadoras INTARCON
- Plantas enfriadoras para aplicación de un bucle de agua que de servicio a:
- Enfriamiento de la balsa de agua en la etapa de lavado.
- Aireación y conservación mediante aeroenfriadores que condensan sobre el bucle de agua.
- Adaptación a sistemas de refrigeración de la molturadora.
- Refrigeración de la pasta a su salida de la molturadora.
- Control de la temperatura de la termo-batidora.
Para ello Intarcon presenta las plantas enfriadoras Full-Inverter que destacan por su capacidad de modular la potencia frigorífica. Estos equipos proporcionan un control preciso sobre la temperatura de suministro de glicol frente a una demanda frigorífica variable. Gracias a la variación de la velocidad de los compresores, evitando así arranques/paradas, con un importante ahorro energético. Además de emplear refrigerantes naturales beneficios para el medio ambiente y de baja carga al tratarse de sistemas indirectos, ahorrando así en costes de mantenimiento.
Opcional de recuperación de calor
Solución al control de la temperatura a la entrada y durante el batido, para una óptima extracción del aceite en los distintos periodos de cosecha. Además del apoyo mediante altas temperaturas, gracias a la recuperación de calor de forma gratuita, de extracción del máximo volumen de aceite de menor calidad.

Conclusiones
Hemos observado cómo el precio del aceite de oliva se ha visto incrementado considerablemente en los últimos años, destacando el beneficio económico del almacenamiento refrigerado. Con el fin de evitar la oxidación y pérdida de calidad y por consiguiente, la pérdida de su valor en el mercado con el paso del tiempo, permitiendo la amortización de la inversión realizada en un menor plazo.
Entendemos que la refrigeración supone un cambio cultural y de dinámica en la elaboración del del aceite, aunque conlleve una inevitable inversión, es necesaria. Si se desea mejorar la calidad, esta implementación puede hacer competitivos estos aceites frente a los de semillas en el desarrollo máximo de su calidad.
No es necesario que toda la producción se destine a un aceite de máxima categoría, pero produciendo una parte de éste como la gama “Premium”, permite crear marca para que ésta a su vez sirva de paraguas del resto del aceite.
Bibliografía
- Desarrollo de tratamientos postcosecha en la aceituna para regular el amargor del aceite de oliva virgen. Khaled Yousfi. Tesis doctoral. Universidad de Sevilla (CSIC), 2008.
- Optimización de la recolección y gestión de la temperatura de la aceituna recolectada. Orientaciones de cara a la obtención de aceites de alta calidad por pequeños productores. Eddy Charles Albert Plasquy. Tesis doctoral. Departamento de cristalografía, mineralogía y química agrícola. Universidad de Sevilla. 2022.
- Repercusión de la frigoconservación de la aceituna de molino en el proceso de producción de aceite de oliva virgen. Miguel Canet y José M. García. Cooperativa comarcal, Valencia. Instituto de la Grasa (CSIC), Sevilla. 1999.